
SouthWest Cues 拉斯维加斯的仙人掌


在台球世界中谈到好打的球杆,South West Cues(国内称〝 邵氏 〞)球杆是绝对不会缺席的,Jerry Wayne Franklin是South West Cues球杆创始人, 美国内华达州拉斯韦加斯人,生于1953年9月12日,于1996年5月11日在MEAD湖划船时,因突发心脏病而逝世享年42岁。其从小就展现出机械方面的天赋,幼年时期就能把一台脚踏车全部拆卸后再将各式零件重新组合起来。甚至为了自组小型赛车(Go Carts)时所需要的引擎,便把其父亲割草机上的引擎拆下来作为Go Carts 赛车引擎之用。1976年Jerry以帮David Paul Kersenbrock(当时已非常著名的制球杆师傅)修理汽车为代价来交换一支DPK制的手工球杆。
Jerry Franlin的师父David Paul Kersenbrock
不久之后Jerry便在Kersenbrock Cues Service公司上班,负责建立会计系统工作,由于经常看到工厂同事制作球杆,从此便对制作球杆产生了高度兴趣,一面学习制作球杆,也顺便协助机械工具的改进。1978年时Kersenbrock将其公司搬到亚历桑那州,而Jerry则留在拉斯韦加斯转行从事冷冻生意工作两年。



早期的1984年的South West球杆
1980年起Jerry开始自行为球友维修球杆,并且开始购买制作球杆必要的机械设备自行组装,1982年开始正式在当地制作球杆贩卖,South West球杆品牌也从此诞生了,同年Kersenbrock到访Jerry的店并停留了好几个月,其间他们共同研发新的木材切割技术,从业余BEC爱好杂志的启发下产生的创意,成为了球杆制作行业的一项重要创新。一台带有锥形切割夹具的台式锯把20分钟的工作缩短到了5分钟。有好几个月的实验和微调。今天,这些机器仍然实现了惊人顺利的切割,节省了重要的时间和劳动,同时避免了人为错误的过度打磨。这些制杆机器设计和夹具,在当今的球杆制造业中随处可见,影响了后续无数的制杆师,真是前人栽树后人乘凉啊。【Southwest时期的Kersenbrock 提供了很多球杆镶嵌技术和花样设计方面的意见,并更进一步的参与了South West球杆的研发和制作,也就基于此原故使得当时许多South West 球杆被误认为是David Paul Kersenbrock球杆来销售,从外观看来两支球杆几乎是一模一样很难分辨出来。恩师1988年离开了Southwest工作室,经历了短暂的游弋的生活,不断地学习(恩师的恩师Bert Schrager)改进制杆技术,又不断地传授给新人(Michael Bender (90-93年Omega时期)& Ed Young(现在要找DPK先找他,DPK已经90多岁,一直定居芝加哥) & Jeff Smith),这种境界一般的人是理解不了的。】 随着South West越来越受欢迎,参观工作室的人也越来越多。Jerry经常被描述为一位真正的绅士,他总是花时间停下来交谈,分享和解释。他同样乐于向其他制杆师和球杆爱好者提供信息。并且他是一个以他的球技在当地闻名的球手。

一代宗师DPK在SW时期制作的球杆,是后续Southwest的母本




Jerry Franlin 80年代初期时制作的球杆,对比上边的DPK是不是傻傻分不清楚了
![]()
大家熟知的后来South West 标准的六插角球杆
其实当时South West球杆从外观的叉角和组合结构上,和3/8-11黄铜镙牙便可轻易辨识出来。80年代末爆红后,出现了很多模仿其风格的制杆师和工厂,但至今仍未发现在这个款式上有能超越Southwest的制杆师,这正是South West伟大的一面。




早期无编号时期的邵氏,分大孔(1987年之前),中孔和小孔(1987-1993年)






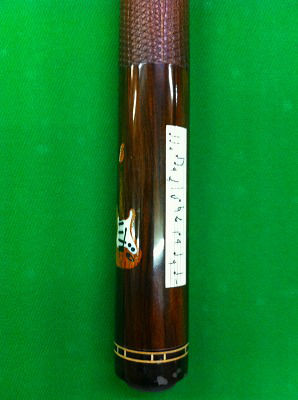
94年开始正式使用仙人掌Logo & 编号 & 前节手写编号
自1993年起South West球杆开始有了自己的Logo,以常见生长在沙漠的仙人掌为标记,反应了Jerry从小就一直崇尚美国西部拓荒者之精神。之后便将仙人掌的标记刻在每支球杆中轮黄铜牙顶端上,且把每支出厂球杆制作年份、序号一起刻在上面(Southwest把#300作为每年第1把球杆的编号,所以第437号即为当年第137把球杆),原厂前节出厂时均有手写编号,以方便辨识区别于市场上众多类似的球杆。
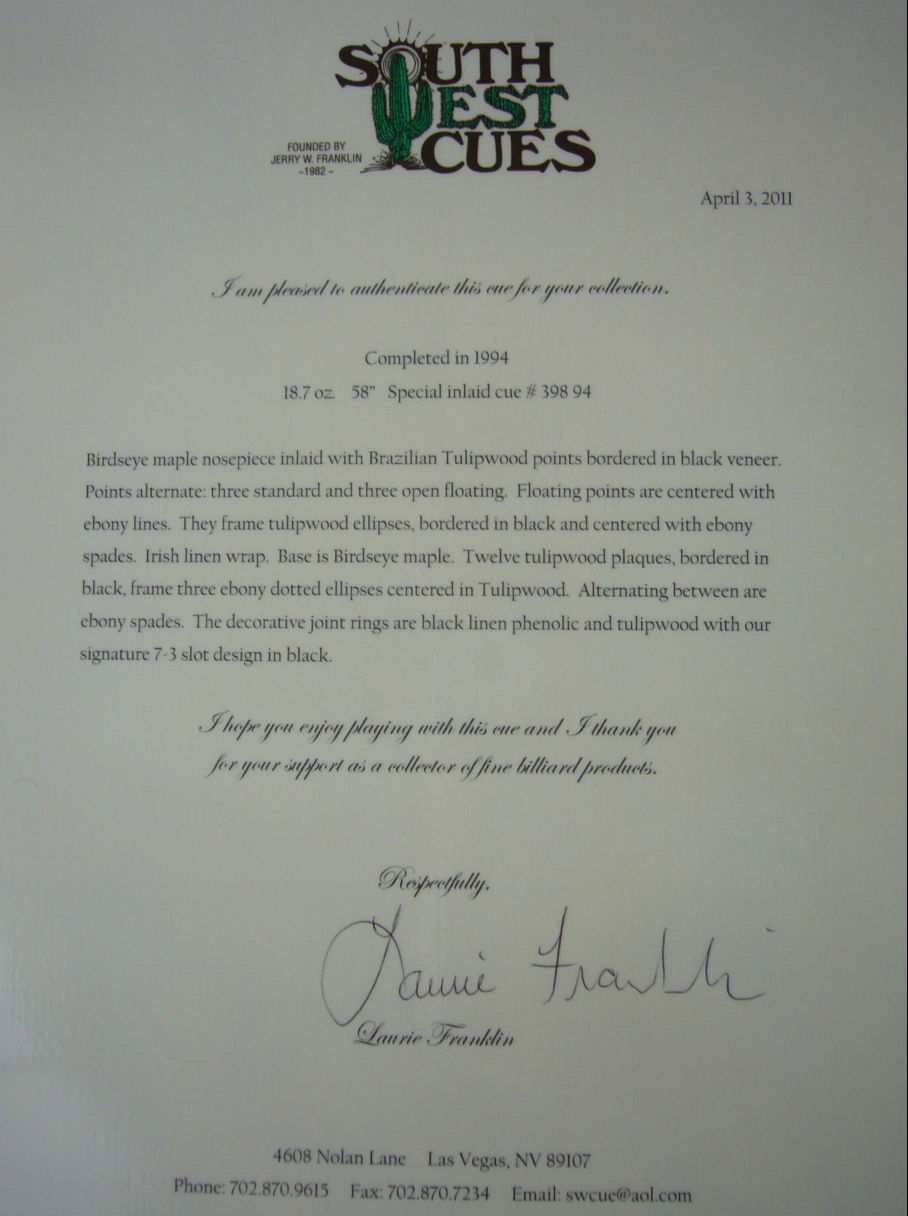
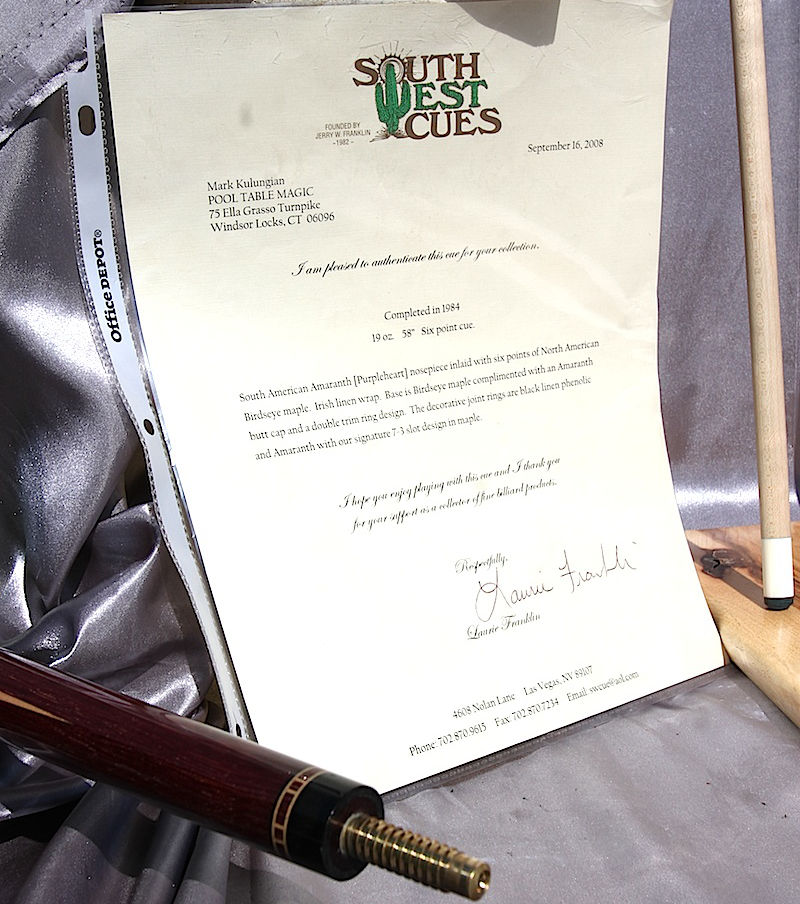
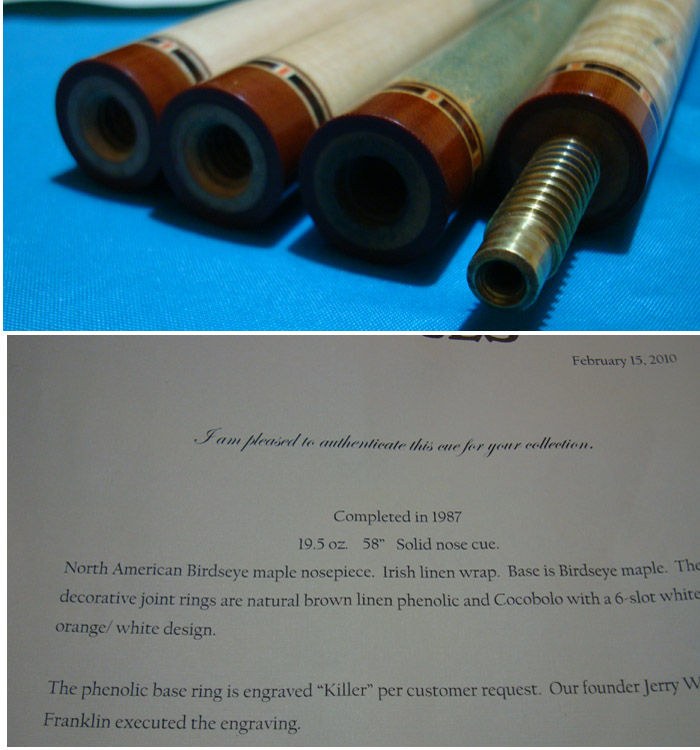
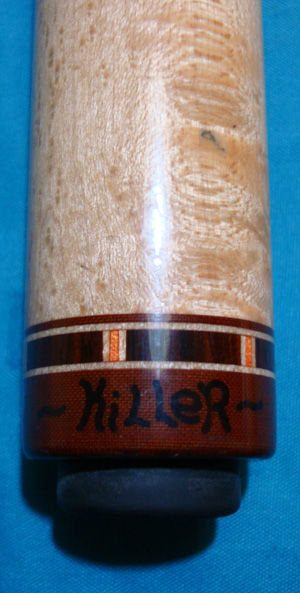
Southwest球杆原厂认证证书








以描述早期美国西部拓荒开垦精神的South West最高级球杆
至于South West球杆为什么是公认最好打的球杆之一呢?从最初木材的挑选到一支South West球杆的完成,全程都以丰富的经验小心翼翼的处理每一个步骤,绝不马虎!是其成功的最大因素之一。Southwest的锥度是非常出色的,就连Searing都赞不绝口,球杆没有一个部分的锥度是完全平直过渡的,都是在渐变中,并且因为它是在干旱的内华达沙漠中制造的,所有的木质材料都经过很长一段时间的风干,当球杆运送到湿度比较大的城市或四季温差较大的地方,球杆直度会随季节变化略微有形变,但只要正常使用,无论如何都不会有很夸张的弯曲的,并且也不会对击球精度有影响。
Southwest营造出的打感是喜欢硬核击球手感的高级玩家的首选。通过不同木材的搭配总会找到你认为完美的硬度和弹性的最佳选择。经典耐看的款式外加高级考究的木料再加上反复试验后得出的前节后把锥度,这不就是大部分人想要的吗?

稀有的6长插等插Southwest

黑檀木+三层色板满环是最受爱好者欢迎的South West球杆
以下先从挑选木材开始介绍,首先仔细挑选每一块木材,必须是无杂音的(敲起来没有杂音),并且检查木材的年轮再经过多次的切割,以前截(Shaft)为例其从木材厂买回时是经过切割成1立方英吋的方形木条,经导圆切割后必须再有12次以上的切割外径程序,每次切割都不超过1/16吋,每次切割中间时间至少要间隔14天以上,这样的过程使前截每次切割一点,再经过摆放(Seasoning)使前截逐渐适应自然气候风干,如:湿度、温度,最后出厂的成品保证是绝对笔直、且不易弯曲变形的前截。



Jerry制作的罕见的镶嵌球杆




Jerry早期制作的罕见的12插球杆
至于后截(Butt)部分的制作都是采用非常坚硬之特殊进口的外来木种,如Cocobolo、Pauferro、Congolo、 alves、等分别经过计算机精密计算平衡配重后得到最佳木材组合,搭配出最佳重心、重量与平衡感等,(邵氏的平衡点基本都在18-18.5英寸的地方,也就是46-47cm的地方,属于微微偏后的平衡),也就是球友们常见South West球杆后截下端Sleeve(握把绕线下方至大轮底部)部分有一段木环(不使用一般树脂或Delrin做大轮),分别采用不同木材组成用以调整重量(South West球杆尾端内部是没有重量调整螺丝的)和平衡点,最后再搭配三层色板做成六叉角(三长叉角和三短叉角)后,即成为最受球友喜爱的标准款式球杆。当然他们也制作少量的整支未经切割的球杆(One Piece Cue)与上述球杆一样好打。

1996年参加内华达州冠军赛的South West 成员
中间Michael Bunker, 右二Alvin Lawrence & 右一Jerry Franklin

2008左右的宣传照

中国著名球手李佳 & Laurie Franklin & Michael Bunker
2019年
接合螺丝使用的是DPK自创的3/8-11黄铜螺丝,直接平面对平面的接合,将球杆前后节完美自然紧密的接合在一起,减轻了中轮的重量,增加了球杆弹性的反馈,且仍能像铁中轮一样扎实的打击感觉,另外在握把(Warp)缠线部分也是采用爱尔兰麻线加上独特的压整抛光技术,使球杆握起来非常地舒适,即使连续打数小时甚至一天也不会觉得不舒服。
1987年 Jerry Franklin 珍贵的手写笔迹球杆
最后当一支球杆组装完成后,便要开始进行后截外层喷烤漆的工作了,每支球杆至少要五层涂装以上,视木材种类属性而定每次涂装至少要等24小时以上完全干燥后,再进行多次的抛光打亮等步骤后才算完成一支好打的South West球杆了,由以上的介绍得知其制作一支球杆需要繁杂的程序与较长的时间,这也是为什么订购(不需缴交订金)一支South West 球杆需要排队耐心的等候约11-12年之久,因为他们的球杆年产量只有150支左右。

Jerry和师父David Paul Kersenbrock一起完成专为曾经赢得多次世界冠军的Nick Varner"尼克华纳"所量身订制的球杆
1996年5月11日,当Jerry开始有足够的空闲时间做他真正喜欢的一些事情时,他突然死于心脏病,享年42岁。
Birdseye...鸟眼枫木Southwest |
|
|
|
|
|
|
|
|
|



















| |||
| |||
| |||
| |||
| |||
| |||
| |||
|



















Ebony Cues....黑檀 |
|
|
|
|
|
|
|




















关于1996年后邵氏质量大不如Jerry在世时期的传言
South West 球杆自开始就是由Jerry 和其妻子Laurie Franklin共同分担工作,在Jerry考虑制作球杆之前,他的侄子Michael Bunker在放学后和周末就已经在为DPK制作球杆。当Jerry创立了Southwest球杆后,Michael来为他工作,和他一起做球杆。所以Michael从第一天起就开始制作Southwest球杆。Laurie从一开始就在制作Southwest球杆方面发挥了积极作用。她购买了木料,她储存了木料,她安排了木料的切割等。而且,她知道制作Southwest球杆的每一个细节。因此邵氏球杆不以创始人Jerry Wayne Franklin命名,而使用South West 为名。现在,有了对事实的理解,你真的认为,在Jerry去世后,Laurie和Michael就忘记之前是怎么做球杆了吗?再加上弟弟Gary和自1988年起就在店理帮忙的机械师傅Alvin Lawerense的帮忙共同一起制造球杆,一直谣传现在South West球杆质量大不如Jerry在世时期质量的谣言也就仁者见仁智者见智了。
自1996年后South West改用新型三聚氰胺(Melamine)先角,颜色更白,硬度更高一点,然而更换先角的原因不外乎两点:
一、是之前的供货商不再能提供旧式先角。
二、是新款先角各方面都较旧型优秀。

South West"和平鸽"球杆


俗称的满环Southwest,“ABCDE”5环全齐
回顾South West 自一开始就坚持一贯的高质量,并且绝不向商业挂帅低头,为的就是要让其客人除了买到最佳质量的球杆外,也希望将South West对其产品的执着精神推向最高点,近年来有很多球杆收藏家愿意出高价收购Jerry生前所设计的特殊花样球杆。如今球友若想要定制一支South West 球杆需要先登记排队等待约11-12年才能如愿,而且每一位客户一年内只允许订购两支为限,并且一般零售客人与经销商同价。
Laurie Franklin
4608 Nolan Ln. Las Vegas, NV 89107
Phone: 702-870-9615
FAX: 702-870-7234
Email: swcue@aol.com

ACA于2005正式宣布Jerry Franklin获选进入ACA名人殿堂。
ICA于2006正式宣布Jerry Franklin获选进入 ICA名人殿堂。





![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()














高级别Southwet 球杆
![]()
![]()

![]()




早期无编号的邵氏 & 80年代老邵氏

1992年无编号的老Southwest
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
1996之前的老邵氏



![]()


![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
DPK与「South West Cues」的关系
如果稍有研究的人都知道,DPK是SW的师傅,而且,在80年代SW初创时期,DPK是和Jerry Franklin一起工作的。在那个时代,有许多的杆子都是DPK所制作的,这点是确定的。但是为什麽SW原厂一直不肯开DPK的证书呢?因为「South West Cues」是一个工作室的名称,不是「个人」的名字。不管是由DPK或是Jerry Franklin完成的SW,都是「South West Cues」。这就像我们去买法拉利跑车,每一台车也许都是不同的师傅手工打造完成的,但是出厂的时候都是法拉利,我们也不会说这台法拉利是张三做的,或是那台法拉利是李四做的吧。虽然如此,在SW时期的DPK球杆还是有许多不同的特征,最常见的有:格环的规格和现今的SW不同、铜牙顶端是大孔的、还有铜牙的尺吋不同…等。什麽是「铜牙的尺吋不同」呢?一般的SW的铜牙是 3/8-11,但是DPK往往是3/8-10.5的,没错,就是差了0.5,所以SW/DPK杆是没办法接SW前节的。以这只球杆来说,非常非常少见的「原漆原线」,而且保存状况良好,我玩了十几年的手工杆,这样优的状况的老SW/DPK也没见过几只,而铜牙顶端超大孔,加上3/8-10.5铜牙,都是明显的DPK/SW特征,momo说是DPK不能说他错。只能说,这是历史的一部份,也是永远难解的历史之谜,有非常多的DPK/SW被当作SW来贩售,这只不是第一只,也不会是最后一只。但是站在收藏的角度,超大孔加上3/8-10.5牙,通常就被认定为DPK的SW了。曾经,在2002年的超级台球大展上,我买了一只DPK,原杆主是一位六十几岁的老先生,他是在1980年代亲自在SW的摊位上向DPK购买的,后来,我送去给SW原厂开证书,开出来还是一样的「South West Cues」。也怪我当时经验不足,加上修养还不够,为此,我还和原杆主争吵了一翻。事情过了一年多,我将这只球杆卖给球场的一位好友。他觉得原始的亚麻线握把不好看,立马将线拆了下来,打算换张蜥蜴皮把。在亚麻线拆下的同时,球杆握把上清清楚楚地写着:D.P. Kersenbrock。

辨识真伪SW的几个最重要特征点
1. RING
SW 所用的RING可分成 6格跟8格
然后不论6格或8格又可分为两种
一种我们称为"大格" (2个细色板分得比较开.造成中间的格子比较大)
一种我们称为"小格" (基本上为3个细色板黏合在一起)
以中轮为例.格子的部份厚度皆为1.8mm左右
而上下如有色板皆为0.75~0.85mm
以6插杆配6格ring来说
插角的尖端则一定对准中轮的ring较大格部位的正中间
大轮的ring较小格部位的正中间
所以当你看习惯了的sw rings的比例
基本上看ring就看得出来了
以目前在台湾看到的仿sw 99.5%以上 ring就都长得不一样了!
2. point及色板
point就是插角.相信多数人都知道sw主要为 6 points
而sw 素杆之后再来只有 6 points (多数为三长三短.也有极少数的6插等长)
9 points (基本上为三长三短.在长插中再加一个短插)
3 points (这种只会出现在加了不少inaly的俗称大sw中)
而以最常见的三长三短 6 points为例
长插的底部(接近握把那).会比短插的来得宽一些
而目前在台湾看到的仿sw 99.9%以上 都是6插等宽.只是长短不同
至于色板.(所谓色板就是一定有分隔黏合线.如果没有.那不是point就是inlay)
sw用在point上的色板.分隔黏合线一定是斜一边的.左右两边皆有可能
有些同一支球杆.全部斜左.或全部斜右..也可能同一支球杆左右两边皆有
而目前在台湾看到的仿sw 99.9%以上 都是正中央分格.而不是斜一边的做法
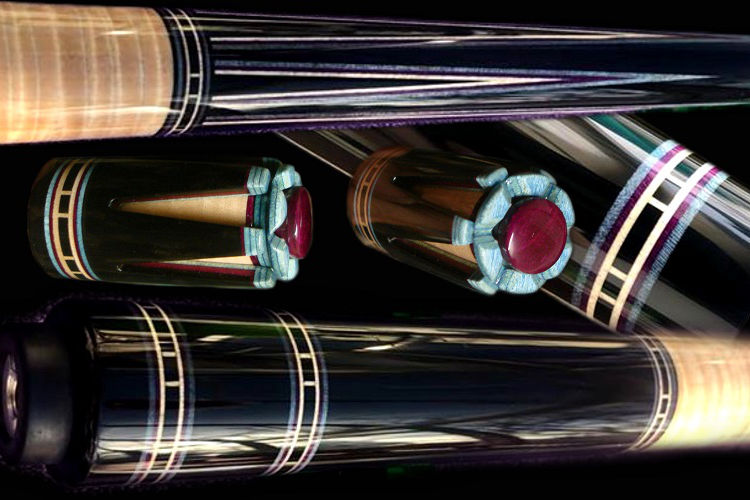
3.球杆底部
也就是把橡皮垫拿起来后所看到的情形
共可以分为三层
1最外圈的电木
2中间部份的木头(当bs用什么木种.在这看到的就是什么木头.因为为同一块)
3最内圈的电木
其中2的部份有车出一个向下阶梯.以使和3平整
3最内部则会再突出一小块
固戏称为 "三阶梯五层次"
至于最内部的中间.则为用树脂封胶.颜色多为接近咖啡色.但事实上从半透明到近黑色都有
而目前在台湾看到的仿sw 99.9%以上 做不到这一点! 就算有做还是长得不一样!
其实它不难做.但佷耗工时.一般工厂杆.不可能这样搞
而大大大多数的仿sw工厂球杆.底部其实都做得很糟糕
偏心.大缝细.木料极差.等等问题的仿sw不算少数
4. pin
pin就是接合牙.大家都知道是 3/8 11牙
多数的仿sw也是
包含也有不少知名手工杆也学起sw (其实应该是学起dpk)用11牙
如 rh.omen.ac....等
但有机会请仔细比较
牙规及铜材质虽然一样.但牙峰及牙骨以及头型甚至电镀色泽都有些许落差
至于 logo..我曾听过不少传言
说在哪哪哪.看过仿的用雷射雕出一样的logo
就技术上来说确实不难
但我还没有看过分辩不出来的
即使sw所刻的logo跟年份及数字有粗有细
而sw的编号是从 300 or 301 开始
最多到5xx 但很少佷少 大部份的年份仅多到4xx
如果有看到1xx或2xx 基本上100%是搞笑的仿冒品了
5. 前截的分辨
ring是最容易分辩的
但事实上分辨前截我只能说很难
当我们帮sw配前截时.几乎可以做到99.9%像
(但请放心.我们百分之一万不可能去做butt
何况我们还坚持自已的球杆只做 3/8 9牙
事实上也不少朋友说过.为何不跟sw一样做11牙.定单一定会更多
其实我也知道.但就是坚持不要.即使point也要做得跟sw的不一样!)
本来因为先角材质.虽然同为美耐敏
但纹路上我们和sw的有些不同
是为分辩点之一
再加上母牙的牙型角度.及sw所用的攻牙器
和我们的不相同.是为最重要的分辩点之二
但........
最近看到的新配的sw shaft.竟然用和我们一样的美耐敏
攻牙器也大约从0x年左右 换成和我们的非常之接近的攻牙器
最重要的牙型角度几乎快要长得一模一样.....
这一切都是巧合
我们的出发点只为"配制接合起来不会长得不一样的shaft"
我们也从来不会做出来当成真的sw shaft在卖!!! (100% 保証)
但现今..尤其是打过一阵子的shaft
说真的..不太好分辩
(新的比较有办法)
如果有人要说"用打的就知道了"
我只能说..别天真了.孩子!!
sw也有难打的shaft
而我们多数配出去的shaft绝对不会在sw shaft的打击性能平均水平之下
另外shaft重量部份 以约13.3标准taper来说
在93年以前大多为 110g~115g左右 (全新时)
93~约10年 大多为 103~107 左右 (全新时)
最近则看到不少 115以上的shaft
但轻一点的也有
这只是参考没有一定 比方9x年也有出现125g左右超重的shaft
6 尺寸
多数情形 (特例不算)
(直径)
中轮接合处大小为 21mm
握把上方 27mm~27.2mm
握把下方 30.9mm~31.1mm
中轮最底部 31.9mm~32.1mm
但有时会有例外(比如特制).不过大多数情形为如此
上下+-0.1mm 尚属正常
至于整体配重平衡点 大多为 从大轮底部算起 46~48 cm之间
(乱配shaft后就不一定了)
7 漆面
全新sw的漆用得极薄.且平整.接合处无圆角
我很不想被说有广告嫌疑..但除了我们很用心去重烤过的
不然现在连sw原厂送去重烤漆回来的.也没法达到全新时那样的水平
且接合处会有小圆角出现
(我怀疑现在sw全新杆跟重烤漆杆.是不同人处理
或者根本有可能是故意的.以此分辩.是否重烤漆过)
以下说法为他人转述.个人不了解是否完全真实
(因为罗利姨确实有跟某某人抱怨过.我们配shaft跟做保护套都没关系
但重烤漆的工法也太像了吧!这样他们没办法分辩是不是全新时的原漆)
其他地方的烤漆工法就更不用说了.八成以上都是上厚漆
(薄漆虽然放久后.有时会出现木头的毛细孔.以及如ring的接合处会微突起
对不太了解的人而言.搞不好会以为这是缺点
但事实上漆太厚不但对木头是种伤害
也就是说.以为这是缺点的部份.反而是真正的优点
而且烤薄漆比厚漆在工法上困难太多太多倍了!!)